ハウジングおよびおさえフランジの設計
クロスローラーリングは薄肉のコンパクトタイプのため、ハウジングやおさえフランジの剛性について十分考慮する必要があります。
外輪が二つ割れの場合はハウジングやおさえフランジおよびおさえボルトの強度が不足すると、内輪や外輪を均等におさえることができなかったり、モーメント荷重が負荷したときにクロスローラーリングが変形し、ローラーの接触部が不均一となって性能を著しく低下させます。
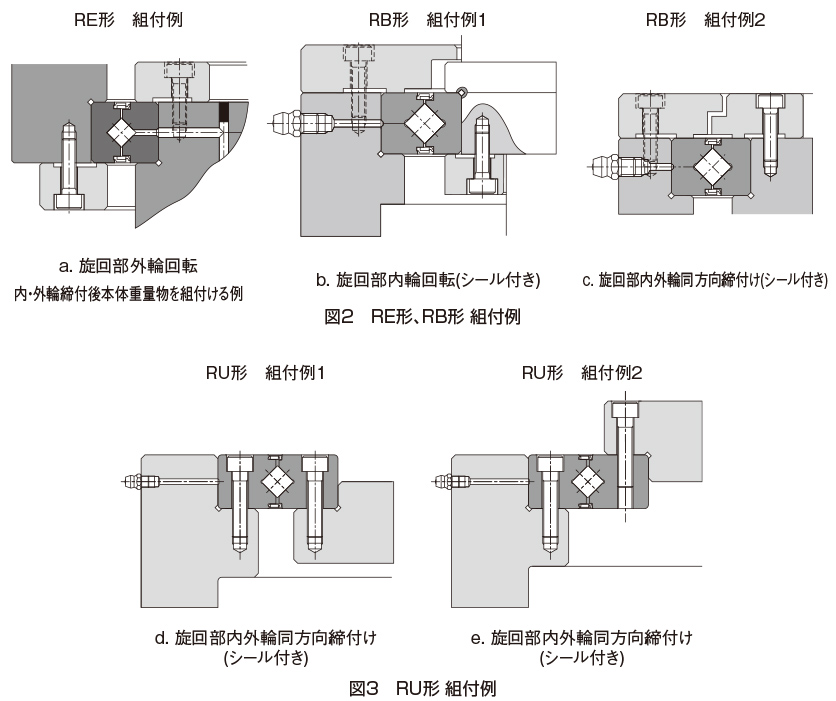
クロスローラーリングの組付例を図2に示します。
ハウジング
ハウジングの肉厚は、クロスローラーリングの断面高さの60%以上を目安としてください。
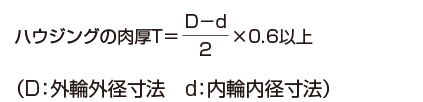
より高い剛性を狙う場合は、はめあい代やハウジングの肉厚も併せて検討する必要があります。
ご検討の際は、THKにお問い合わせください。
肩の設計
軸の肩寸法(øds)は転動面よりも内側になるように、またハウジングの肩寸法(øDh)は転動面よりも外側になるように設計にしてください。
肩寸法が転動面に寄った場合、偏荷重が作用し回転不良を起こす可能性があります。
肩の寸法については寸法表をご参照ください。
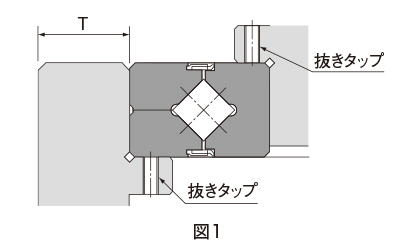
抜きタップ
内外輪の取りはずし用抜きタップ(図1)を設けておくと、クロスローラーリングを損傷させずに取りはずしができます。外輪を抜くときに内輪を押すことや、その逆をすることは避けてください。
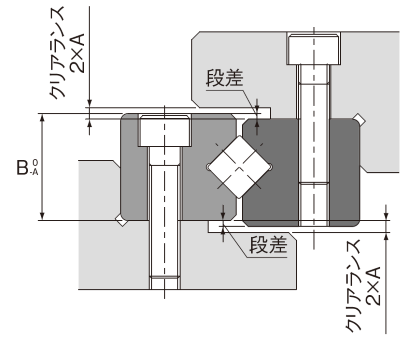
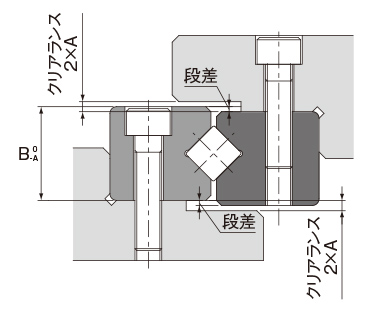
内外輪の段差
クロスローラーリングの内外輪には段差がありますので、ハウジングはクリアランスを設ける必要があります。クリアランスは幅寸法の許容差Aの2倍以上をとってください。幅寸法の許容差Aは精度規格をご参照ください。(各形番の詳細情報「精度規格」参照)
| 形番 | 幅寸法 |
|---|---|
| RB |
|
| RE | |
| RA、RAU |
|
| RA-C | |
| RU |

|
- 注) RB、RE形はB1の幅寸法の許容差をご参照ください。
組付例
クロスローラーリングの組付例を 図2 、 図3 に示します。
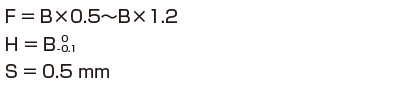
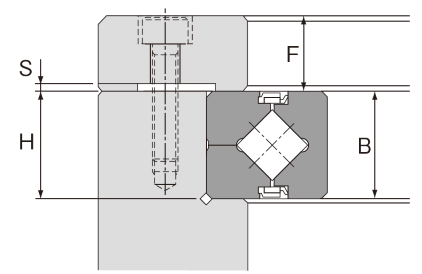
おさえフランジおよびおさえボルト
おさえフランジの肉厚(F)、フランジ部のすきま(S)の値は下記の寸法を目安としてください。また、おさえボルトの本数は多いほど安定しますが、表3を目安として等配に配置してください。
軸やハウジングの材料が軽合金の場合でも、おさえフランジの材料は鉄系にすることを推奨します。RU形は、内外輪に設けた取付穴、もしくはタップ穴を利用して組付けてください。(RU形についてはおさえフランジは必要ありません。)おさえボルトの締付けは、ゆるみのないようトルクレンチなどでしっかり締付けてください。ハウジングやおさえフランジが一般的な中硬鋼の材料のときの締付トルクを表4に示します。
| 外輪外径寸法(D) | ボルトの本数 | ボルトのサイズ (参考) |
|
|---|---|---|---|
| こえる | 以下 | ||
| - | 100 | 8本以上 | M3~M5 |
| 100 | 200 | 12本以上 | M4~M8 |
| 200 | 500 | 16本以上 | M5~M12 |
| 500 | - | 24本以上 | M12以上 |
- 注) RAU形、RA形、RA-C形のおさえボルトの本数とボルトサイズについてはTHKにお問合せください。
| ねじの呼び | 締付トルク | ねじの呼び | 締付トルク |
|---|---|---|---|
| M2 | 0.6 | M8 | 30 |
| M2.3 | 0.8 | M10 | 70 |
| M2.6 | 1.2 | M12 | 120 |
| M3 | 2 | M16 | 200 |
| M4 | 4 | M20 | 390 |
| M5 | 9 | M22 | 530 |
| M6 | 14 |
表面処理
- クロスローラーリングに表面処理が必要な場合はTHKにご相談ください。
- 表面処理の内容はTHKにご相談ください。
- 標準RU形や特殊品等、内・外輪に加工された取付穴やインロー加工部等は処理が難しく、処理膜が形成されない箇所が発生する場合がありますのでご注意ください。
- 製品の精度(寸法精度、回転精度)は、基本的に表面処理前の保証になります。