

- Workpiece
- Issue resolution

Introduction
In this article, we will introduce inquiries we received from customers on the topic of how the PPR can help them solve their issues.
These are the inquiries we received: "Two workpieces sometimes overlap, and when we pick and place with the workpieces overlapping, they get damaged. We want to limit workpiece damage even when two are overlapped. We also want to judge whether two workpieces were overlapped."
"Workpieces are sometimes misaligned from the tray, tilted, or are not in the correct orientation. When that happens, the workpiece is damaged once the nozzle makes contact. We want to judge tilted workpieces as errors."
In both cases, they want to pick and place the workpiece without damaging it regardless of inconsistent workpiece height. Or, they are requesting to have those parts judged as errors.
Now, what is the best way to go about this?
Internal Data the PPR Can Send to a Host Controller
First of all, there are some assumptions that must be introduced. The PPR can send sensor data inside the PPR to a host PC or PLC at any time via cyclic communications. Data that can be sent includes: Z axis position, speed, and current; θ axis position, speed, and current; force sensor; pressure sensor; and flow rate sensor. These are transmitted to the host controller at a maximum speed of 500 µs/2 kHz, and they can be used by the PC/PLC side in conjunction with control of other devices.
Example of data that can be sent to a host:
Z axis present position
Z axis command position
Z axis present speed
Z axis command speed
Z axis present current
Z axis command current
θ axis rotation count
θ axis present position
θ axis command count
θ axis present speed
θ axis command speed
θ axis present current
θ axis command current
Force data
Pressure data
Flow rate data
PPR's contact stop function
Next, we will introduce the contact stop function, which utilizes the PPR's integrated force sensor. The PPR uses a linear motor as the drive source for the Z axis. The position sensor uses an optical linear encoder, which enables precise vertical operation with a 1 µm degree of precision. During position control, operation is performed by feedback control using position information from the encoder.
Here, the integrated force sensor can detect the load applied to the output shaft in the Z axis direction as force data. With the PPR, the linear motor operates slowly just before contacting the workpiece, and the moment it detects the force of contact with the workpiece, the linear motor stops, minimizing the impact force on the workpiece.
Additionally, we would also like to introduce the step completion function. The PPR autonomously performs operations such as contact stop (introduced earlier); suction (air drive: negative pressure) operation, which operates the integrated solenoid valve; and suction judgment operation, which also uses the integrated pressure sensor.
It is possible to inform the host PC/PLC side of which of these steps (procedures) has been executed.
Height Determination Using the Contact Stop Function
Combining the above functions, judgments like the following are possible:
(1) The approach to the workpiece could use contact stop to limit damage.
(2) The host could be notified of step completion at the point of contact stop.
(3) Judgments of OK or Error could be made based on the Z axis position information when host PC/PLC was notified.
Example of a Specific Sequence to Achieve Height Judgment
The actual PPR's sequence setup is as follows.
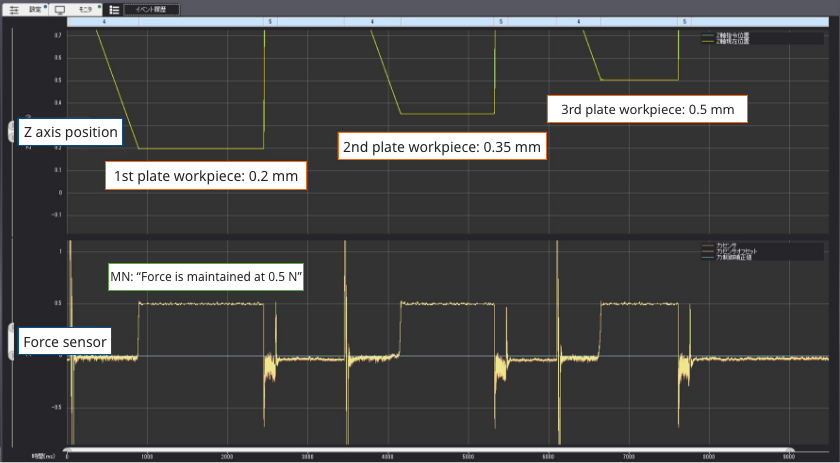
Below is an example of height determination when picking.
Sequence (1): Picking operation. Position control is used for operation from the initial position to just before contact with the workpiece. Before contacting the workpiece, it operates at low speed and performs a contact stop. After the vacuum valve is opened and suction judgment is performed, it begins to rise. At this time, the step completion function should signal when the contact stop step is completed.
* Various types of customization are possible, such as defining a single sequence as everything up to contacting the workpiece.
For detailed sequence settings and ideas for operation, please feel free to contact us, and we will be happy to create a sample sequence for you.
We hope that this article will be of some help for your process improvements.