

- 工件
- 问题解决
前言
本文根据顾客的咨询,以"如何用PPR解决问题"为主题进行介绍。
本次咨询内容如下。
"两个工件可能会发生重叠,如果在重叠的情况下进行取放,工件会破损。希望在两个工件重叠状态下也能减轻工件损伤,并且想判定两个工件是否重叠。"
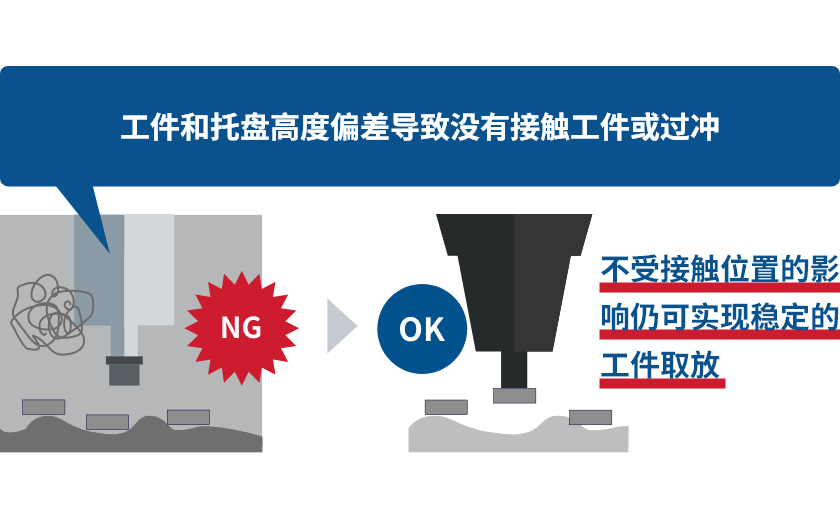
"工件有时会从托盘上偏离造成倾斜等不正确姿态发生。这时如果吸嘴接触工件,会导致工件破损。希望在工件倾斜时进行NG判定。"
以上咨询内容均是在工件高度不稳定的状态下,希望在不损坏工件的同时进行取放,或是进行NG判定。那么有什么解决方安呢?
PPR可以发送给上位装置的内部数据
首先需要说明PPR可以将内部传感器的数据通过循环通信随时发送给PPR上位机的PC或PLC。可发送的数据有"Z轴位置、速度、电流"、"R轴位置、速度、电流"、"力传感器"、"压力传感器"、"流量传感器"等。这些数据以最快500μsec/2kHz的周期发送给上位机,可在PC/PLC上与其他设备的控制配合使用。
[可向上位机发送的数据示例]
Z轴当前位置
Z轴指令位置
Z轴当前速度
Z轴指令速度
Z轴当前电流
Z轴指令电流
R轴旋转次数
R轴当前位置
R轴指令次数
R轴当前速度
R轴指令速度
R轴当前电流
R轴指令电流
力数据
压力数据
流量数据
关于PPR的接触停止功能
下面介绍的是利用PPR内置力传感器的"接触停止"功能。PPR使用直线电机作为Z轴的驱动源。位置传感器使用光学式线性编码器,可实现1μm精度的精密上下动作。"位置控制"时,通过使用编码器位置信息的反馈控制执行动作。
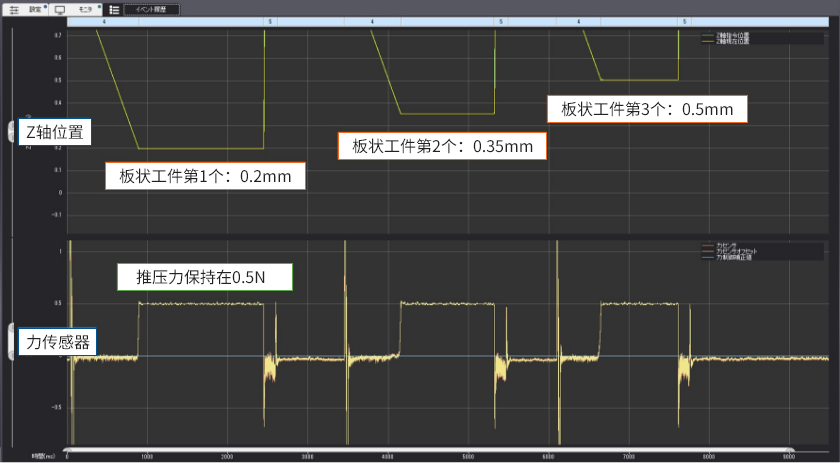
内置力传感器可以检测Z轴方向上施加到出力轴的负载作为力数据。PPR在即将接触工件之前让直线电机"缓慢"动作,在检测到与工件接触时的力的瞬间让直线电机停止动作,从而最大限度地减轻对工件的冲击力。
接下来想一并介绍"步骤完成"功能。PPR会自动执行前面介绍的"接触停止"、通过操作内置电磁阀的"吸附(空气驱动:负压)"以及使用内置压力传感器的"吸附判定"等动作。此时PPR可告知上位PC/PLC已执行了上述过程中的哪些步骤(程序)。
使用接触停止功能进行高度判定
通过组合使用以上功能,可以实现如下判定①接近工件动作时使用"接触停止"功能减轻工件损伤。②在"接触停止"动作结束时通知上位机该步骤完成。③上位机PC/PLC根据接收到的"Z轴位置"信息判断OK/NG。
实现"高度判定"的具体序列示例
实际PPR序列的设置方法如下。
下面是拾取时的高度判定示例。
1.序列①:拾取动作。使用位置控制从初始位置移动到即将接触工件之前的位置。接触工件前低速动作,"接触停止"。打开吸附阀,完成吸附判定后,执行上升动作。在"接触停止"步骤完成时,通过步骤完成功能输出信号。
※还支持分解以上动作分别设定序列的程序编写对应。
如果您对详细序列设定或动作有任何想法,请联系我们,我们可以根据您的需求制作并提供样本序列。
希望能对所有本文读者的工序改善起到帮助。