


マシニングセンタの加工精度は、製品の品質と生産効率に直結します。加工精度が低いと、設計通りの性能が出ず、品質・信頼性が低下します。その結果、不良品や手直しが増え「生産の歩留まり(良品率)」が低下し、納期やコストに悪影響を及ぼします。実際、工具のチッピングによる不良や手直しの発生は時間損失となり、場合によっては加工品を全数廃棄する事態につながります。本記事では、マシニングセンタの加工精度に影響する本質的な5つの要因を整理し、従来の工具管理手法の限界を確認した上で、それを克服するTHKのIoTソリューション「OMNIedge」による効果と導入事例をご紹介します。
加工の精度を左右する5つの要因
工具の状態(摩耗・欠損)
刃先の摩耗や欠損(折損やチッピング)は、加工寸法のばらつきや表面仕上げの悪化、微妙な形状のずれの原因となり、直接加工精度に影響します。工具の摩耗はワークに余計な負荷をかける原因となるため、放置すると折損による製品の損傷や形状誤差につながります。
機械剛性
工作機械本体の剛性不足も加工精度が低下する要因のひとつです。機械そのものの剛性が低いと、切削中にわずかな振動やたわみ(変位)が発生し、寸法精度が低下します。また、機械を設置するときの基礎および地盤も、加工精度に大きな影響をもたらします。適切な基礎を入れることは、安定した高精度加工の維持に必要不可欠な要素です。
熱変位(温度変化)
加工中に発生する熱から起こる機械部品の膨張や工具の変形も、加工精度に影響します。金属材料は温度が上昇すると一定の割合で膨張するため、工作機械のスピンドルやベッドなどが熱でひずみが生じ、機械座標系自体がずれてしまいます。これは高精度加工では重大な誤差要因となるため、工具やワークの加熱・冷却により発生する寸法の変動には注意が必要です。機械にセットされているワークも加工中の熱の影響を少なからず受けており、冷却後に収縮することで寸法が縮小してしまい、設計寸法から大きくずれ込む恐れがあります。そのため、精密加工では極力クーラントを活用し、加工時に発生する熱をワークに伝えない・保持させない工夫が必要です。クーラントは、切削中の冷却・潤滑・洗浄だけでなく、加工精度の向上や加工面の悪化防止、さらに切りくずによる折損や工具摩耗の抑制に効果を発揮します。切削点を冷却することで熱変位を抑え、潤滑によって切削抵抗を低減し、洗浄作用で切りくずを確実に排出します。これにより、加工面の条痕や欠け、工具の長寿命化が可能になります。熱変位による機械構造部品やワークの寸法変化を最小限に抑えるには、機械の予熱運転や温調管理、適正なクーラントの選択や吐出量、熱変位補正機能の活用を行うなどの「多角的なアプローチ」が必要です。
NC制御の性能
NC装置およびサーボ制御の精度も、仕上がり精度に大きく影響します。古い制御装置や調整不十分なサーボでは、位置決め誤差(バックラッシュなど)や軌跡精度の不足が生じやすく、精度への影響は無視できません。最新のマシニングセンタでは高速・高精度な制御に加え、先読み制御によるコーナーでの減速や、ピッチ誤差補正・熱変位補正機能などが充実しており、高い加工精度を維持しやすくなっています。
切削条件
切削速度が素材や工具に対して速すぎると、工具の摩耗や破損の原因となり、送りが不適切だと切りくず排出不良や加工面品質の低下につながり、安定した加工精度を維持できません。また、過剰な深切り込みも工具の負荷が大きくなる原因となるため、工具寿命と加工精度を著しく損ないます。切削条件の最適化によって加工時の切削抵抗を抑え、加工寸法の変動を最小限にすることが高精度加工を維持する重要なポイントです。
工具摩耗・欠損が及ぼす影響
工具の摩耗や欠損は、時として重大な事故発生の要因となります。特に「工具欠損による未加工部分の発生」は、次工具の衝突や干渉により機械の主軸や駆動部に大きな負荷を与える原因となり、場合によっては機械の故障や損傷、精度の低下につながる重大な問題です。
その他の影響について、以下で詳しく解説していきます。
刃先摩耗による寸法ばらつき
摩耗した工具は刃先の切れ味や工具寸法が変化しているため、加工寸法が徐々に公差範囲外にずれ、不良品発生の原因となります。特に自動運転中に刃先が欠けても、機械はそのまま加工を続けてしまうため「多数の不良品を生産」する結果となり、大きな損害を発生させてしまいます。
チッピング・欠損と加工面不良
新品の切削工具は一般に寸法精度が安定していると考えられますが、実際には初期摩耗と呼ばれる現象により、使用開始直後に刃先がわずかに摩耗し、寸法にばらつきが発生することがあります。いわゆる工具寿命曲線において、工具は使い始めの初期故障域(初期摩耗期間)では摩耗がやや速く進み、その後定常摩耗の期間に移行して安定することが知られており、「新品だから寸法のばらつきは起こらない」というわけではなく、むしろ「新品工具」でも微小な寸法誤差の発生は避けられません。表面粗さが低下する原因は、工具の摩耗や欠けが原因です。摩耗した工具や欠けた刃先では切れ味が落ち、加工面に傷や荒れが発生し製品の表面仕上げ品質が低下します。ドリルの先端が摩耗すると穴内部の面粗度が劣化するだけでなく、穴径も拡大してしまうのはその一例といえます。さらに厄介なのが「チッピングの連鎖」です。一部の刃先がチッピングを起こすと切削抵抗のバランスが崩れてしまい、他の刃先にも負荷が集中し、次々とチップ欠けが発生したり、大きな破損に進行したりする場合があります。
高度な加工形態での精度低下
高度な加工形態(例えば5軸加工や円弧・ヘリカル加工など複雑なツールパスを伴う加工)では、切削工具のわずかな劣化が製品品質に大きな影響を及ぼします。5軸加工のように工具姿勢や切削方向が刻々と変化する加工では、工具刃先の微小なチッピングでも加工軌跡のずれを引き起こし、加工形状に大きな誤差を生じさせます。円弧補間やヘリカル穴あけ加工などでも、刃先の欠けにより工具の実際の切れ刃位置が設計軌道から外れ、加工された形状に狂いが生じる可能性があります。その結果、形状精度が劣化し設計公差を満たさない恐れがあります。また、刃先の欠損を抱えたまま加工を続けると切削抵抗が不規則に変動する原因となり、表面品質(仕上げ面の粗さ)が低下します。刃先に小さなチップ欠けがある状態でも、加工面に微細な条痕や光沢ムラが現れやすくなり、同様に表面粗さが低下します。
高度加工では高精度・高品位な仕上がりが要求されるため、上記のような刃先劣化の影響から起こる加工面品質の低下や形状誤差の発生は、重大な問題となります。
従来の工具管理の課題
多くの現場ではこれまで、工具の交換タイミングを経験則に基づき定期的に設定するか、あるいは作業者の目視点検に頼って工具状態を管理してきました。しかし、従来手法には、「管理精度の違い」や確認を行う作業者の「人的リソースの限界」という問題があります。
以下で、従来からの手法による弊害や問題点を詳しく解説します。
固定回数・固定時間での交換ロス
一つは工具の固定交換(時間・回数管理)の限界です。
例えば「一定時間稼働したら交換」あるいは「加工個数○個ごとに交換」といったTBM(Time Based Maintenance)的な方法では、どうしても過去の折損トラブルの数値から「安全を見越した交換時期」を設定しがちです。そのため、工具本来の寿命を使い切れず、早い段階で工具を交換することによる「工具コストの増大」を招いていました。しかし、安全マージンを見込んで早めに交換していても想定外のチッピングが発生することがあり、固定交換だけでは不良発生を完全に防止できないのが現状です。
人依存の目視点検による見逃し
目視点検の限界も無視できない課題となっています。
定期的に工具を取り外して刃先摩耗を目でチェックしたり、加工品の仕上がり具合から工具劣化を推測したりする方法では、微細なチッピングの見落としや判断のばらつきが生じる恐れがあります。そのほか、夜間無人運転中は作業者がその場にいないため、目視による異常検知やオペレーターによる緊急停止などの判断は不可能です。人の勘と経験に依存した管理では、不意の工具欠損には後手対応となってしまい、生産ロスや不良流出を完全になくすことは困難だといえます。
作業者の熟練度から生じる最適な交換タイミングのばらつき
人依存の目視チェックでは、工具の確認を行う作業者の熟練度によって、工具の劣化や摩耗、加工継続が可能か否かの「判断基準」にばらつきが出ます。経験の浅い作業者では、必要以上に不良品や事故発生のリスクを抑えようとするため、熟練の作業者と比較して、工具の交換タイミングが早くなる傾向があります。その結果、前述のように「工具を使い切れていないまま」工具を交換してしまうため、加工にかかる工具のコストが作業者の熟練度によって大きな差が出ます。
機内計測の限界
マシニングセンタなどでは、機内計測(オンマシン測定)による工具異常検出が行われる場合もあります。近年のマシニングセンタやCNC旋盤では、加工サイクル中にレーザーセンサや接触式センサで工具の先端を計測し、工具長が急に短くなっていないか(工具折損が起きていないか)を確認する機能を搭載した機械も少なくありません。このシステムは工具の折損や著しい欠けを自動検出できるというメリットがありますが、加工と加工の合間に機内測定の時間が必要になるため、サイクルタイムが長くなるというデメリットがあります。
また、レーザーやタッチプローブによる機内計測は主に工具の大きな欠損(折損)を検知するためのものであり、摩耗の進行度合いや微小なチッピングの検出には向いていません。そのため、工具が少しずつ摩耗して切削性能が低下している状態や、刃先に小さな欠けが生じて表面品質が悪化し始めている状態を見逃す恐れがあります。
特殊工具破損時の交換によるタイムロス
加工する製品によっては、一般には市販されていない特殊工具(特注の工具)を使用している場面も少なくありません。特殊な形状に成形している工具を使用すれば、複雑な形状も単一の工具のみで加工が完了し、加工時間も短縮できるため、現在も多くの現場で使用されています。しかし、何らかの原因で工具が破損したり早期に摩耗したりすると、一般の工具よりも交換や調整に時間がかかるのが欠点です。形状によっては、熟練の技術が必要なものがあるため、経験の浅い作業者ではメンテナンスが困難な場合もあります。そういった特殊工具は、常に「複数の予備」を準備しておき、交換時の手順などをマニュアル化しておくことが重要です。最悪の場合、生産ラインを停止させる危険性にもつながるため、万が一に備え、事前に対策を講じてください。
OMNIedgeによる工具監視ソリューションとは
上述した課題を解決するため、当社THKは工具状態を常時モニタできるIoTソリューション「OMNIedge(オムニエッジ)工具監視AIソリューション」を提供しています。現場の既存設備にも後付け可能なシステムで、AIとセンサ技術を活用して工具摩耗や欠損を「見える化」し、必要なときに必要な対応を取れるようにするものです。ここではOMNIedgeの主な機能と特徴について解説します。
後付けセンサによる常時モニタリングが可能になる
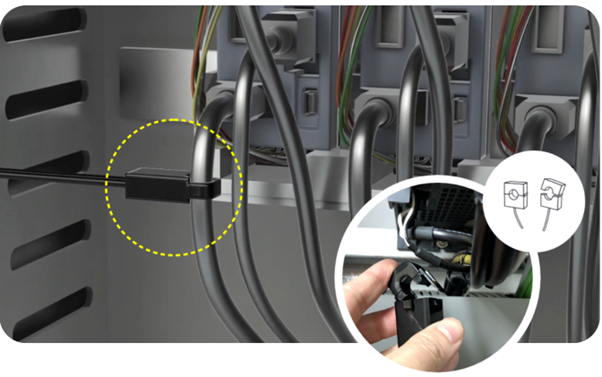
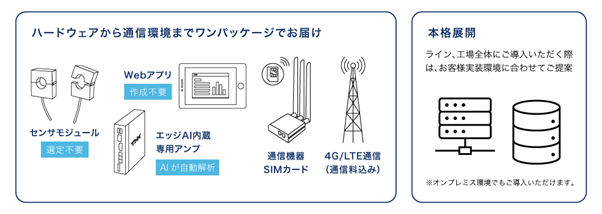
OMNIedgeでは工作機械の各軸サーボアンプのケーブルにクランプ式の電流センサ(CT)を取り付け、主軸や送り軸の電流信号を常時モニタリングすることが可能です。センサの取り付けは制御盤内のケーブルに挟むだけで簡単に施工でき、メーカーや機種を問わず既存の工作機械に後付け(レトロフィット)できます。さらに、センサは「独立したシステム」のためNC装置との接続も不要、古い工作機械でも少ない追加投資により導入可能で、メーカー保証や生産ラインに影響を与えません。また、マシニングセンタだけでなくCNC旋盤や複合加工機(ターニングセンタ)にも取り付け可能になります。対象の機械サイズの目安としてはマシニングセンタで#30~40(主軸サイズ)、CNC旋盤系で12インチ以下(主軸チャックサイズ)となっております。
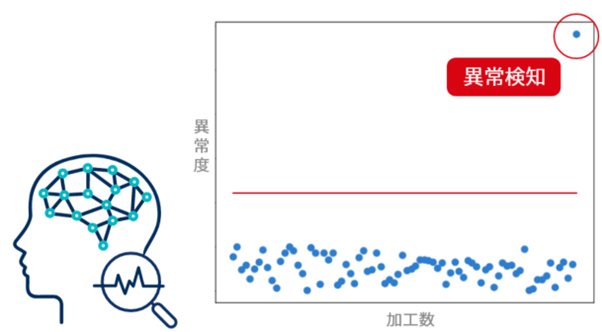
AIによる異常検知と通知が可能になる
センサから収集した電流データはAI内蔵コントローラでリアルタイムに解析されます。あらかじめ正常時の加工サイクルパターンを機械学習したモデルと比較し、工具に欠損・チッピングが発生した際の「異常な波形」を自動検知してお知らせします。人手で複雑な閾値設定を行う必要はなく、AIが各工具の異常度合いをスコア計算して適切なタイミングでアラートを発出し、夜間の無人運転中でも異常発生時には停止信号を出力して機械を自動停止させ、不良品の大量発生を未然に防ぐことができます。異常発生時は、停止信号を出力して機械を自動停止させ、不良品の大量発生を未然に防ぐことができます。
※機械停止には、工作機械側のラダー変更が必要です。
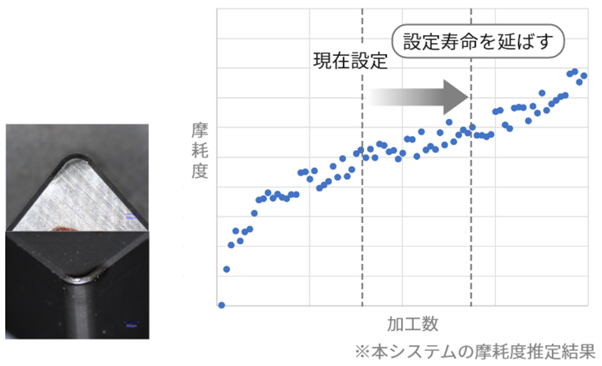
摩耗度スコアによる寿命管理ができる
OMNIedgeは工具の摩耗度合いを数値としてスコア化し、表示する機能も備えています。工具ごとに摩耗度の推移データを蓄積し、交換までの摩耗進行カーブを可視化できるため、「どれだけ摩耗したら交換すべきか」を過去のデータから判断することが可能です。本ソリューションではAIが摩耗度を自動スコアリングし、正常時の寿命と比較し「使用可能」であれば加工を継続し、逆に想定より摩耗進行が早ければアラートを発するので、工具の交換タイミングを最適化できます。この摩耗モニタ機能により、従来は経験に頼っていた工具寿命の設定をデータに基づき見直すことができ、早すぎる交換を抑えつつ、使いすぎによる不良リスクも低減します。そのほか、摩耗度スコアを応用し正常時の波形をAIに学習させておくことで、「特殊成形工具の初期不良の早期発見」も可能になるため、工具メーカーの成形不良による工具の破損を未然に防ぐことも可能になるでしょう。
導入・運用のしやすさ
AIやIoTというと難しい設定が必要な印象もありますが、OMNIedgeは現場での扱いやすさにも配慮されています。ソフトウェア上での煩雑な初期設定は不要で、監視したい加工工程の名称と工具交換の実施タイミングをタブレット画面で登録するだけでデータ収集が開始されます。以降の特徴量抽出や異常検知のロジックはすべてAIが自動で実行するため、専門知識がなくても運用可能です。また、クラウドを介した遠隔監視や蓄積データの分析も可能で、工場内外から生産状況を把握したり予知保全に活用したりといった発展的な使い方もできます。
量産品や複数種のロット生産で威力を発揮する
OMNIedgeはマスプロ(大量生産)で、その威力を発揮します。マスプロでは、同一製品または複数種類を繰り返し加工するため膨大なデータが蓄積されます。「膨大なデータの分析」はAIの得意分野であり、データが増えるほどAIの精度は向上し、人間より早く正確な工具管理や異常検知が可能になるため、安定した生産と効率化に貢献します。
オフラインでもシステムの使用、アラートの通知は可能
検知ロジックは現場に設置されたAIコントローラで実行するため、何らかのトラブルでオフラインの状態になりサーバーに接続されていない状態であっても、システムの使用、アラートの通知は可能です。そのため、ネットワークやクラウド側で通信障害が発生していても、ローカルの検知・異常発生時の機械停止の機能は継続できる設計となっており、「オフライン中はデータの蓄積ができない」「異常発生時の通知が来ない」「異常が発生しても機械が停止しない」ということはありません。
工具管理IoTソリューションの事例
工具管理IoTソリューションを利用した工具管理の事例を紹介します。
異常検知事例①:タップ加工中の刃具折損による大量不良回避
自動加工ラインでLMガイド用ブロックの取り付け穴タップ加工を行っていた際、タップ工具の刃先が折損するトラブルが発生しました。さらに折損した状態のままワークを2個連続で加工してしまい、このまま生産を続けると1ロットに相当する約100個の不良品が発生する危険がありました。しかし、OMNIedgeにより主軸、各送り軸電流の波形変化 をリアルタイムで監視できるようになり、正常時とは異なる異常波形(緑色と赤色のパターン)を即座に検知。これにより、作業者が現場に不在でも折損発生を早期に把握し、自動加工ラインの即時停止が可能になりました。その結果、大量の不良品発生を未然に防ぎ、不要な加工4時間分と手直し4時間分の合計8時間のムダを削減することに成功しています。
異常検知事例②:裏座グリ穴加工中のチッピング早期検知による品質維持
LMガイド用レールの裏座グリ穴加工中、4枚刃の刃具のうち1カ所にチッピングが発生したときの事例です。OMNIedgeは主軸、各送り軸電流の波形変化を常時監視し、正常波形とは異なる赤色の異常波形を即座に捕捉。アラートを受けた作業者が刃具とワークを確認した結果、ワークへの影響を未然に防ぎ、刃具のチッピング発生のみに被害を抑えることができました。このように、ワークへのダメージがない段階での異常の検知が可能になり、対応は刃具交換の時間ロスだけにとどまりました。不良発生や大規模な手直しを回避し、品質を維持しながら生産への影響を最小限に抑えることが可能になります。
まとめ
工具管理は製造業の生産技術者にとって永遠の課題です。マシニングセンタの加工精度を左右する本質要因を押さえ適切に対策すれば、不良ゼロに近づけます。本記事で述べたように、工具状態・機械剛性・熱変位・NC制御・切削条件の5大要因を総合的に管理することは精度向上の鍵となります。その上で、従来の固定交換や目視点検だけでは限界がある部分を、最新のIoTソリューションで補完するのが効果的です。THKの「OMNIedge」は、各工作機械を見える化し、工具異常を即時検知して大量不良を防ぐツールです。生産技術者の皆様には、ぜひ現場視点でこれらの新しい技術の導入を前向きに検討し、「工具不良ゼロ」「加工不良ゼロ」の高効率なモノづくり体制を実現していただきたいと思います。