

- 取放
- 系统
前言
可以通过PPR专用电脑应用程序"T-ACT"来进行动作程序设定、试运行和实时监控。可以从我公司官方网站免费下载使用。
通过"T-ACT""波形监控"功能可以掌握什么内容?在实际使用之前很难想象。
因此,通过PPR实际的动作波形为例,介绍关于使用"位置控制"时的拾取动作和使用"接触停止"时的拾取动作的对比内容。
关于PPR中的"序列动作"
在介绍波形数据的内容之前,我认为有必要对PPR的"序列动作"进行说明。
PPR有"Z轴"、"R轴"、"力传感器"、"压力传感器"、"流量传感器"、"空气驱动(吸附阀、释放阀操作)"、"Z轴编码器(判定Z轴位置)"这七个功能性模块。
在"T-ACT"中,可以对这些模块之间协作动作进行编程。例如通过"创建新序列"功能下可选模板的"拾取动作"执行以下动作。
1.Z轴步骤1:高速下降至工件正上方接近处
2.Z轴步骤2:使用"接触停止"功能接触工件
3.Z轴步骤3:使用"推压力控制"功能推压工件
4.空气驱动步骤1:切换到"负压"打开吸附阀
5.压力传感器步骤1:判定压力已下降至目标阈值
6.Z轴步骤4:上升至待机位置
7.Z轴编码器步骤1:判定在上升中已通过目标阈值
8.R轴步骤1:在上升中执行旋转动作
以上动作均可分别设定详细参数。
这里介绍关于位置控制时的取放和使用"接触停止"时的取放动作视频。

位置控制时的拾取动作波形
那么,我们来看一下位置控制时的拾取动作波形。
此动作内容如下。
1.Z轴步骤1:高速下降至工件位置
2.空气驱动步骤1:切换到"负压"打开吸附阀
3.压力传感器步骤1:判定压力已下降至目标阈值
4.Z轴步骤4:上升至待机位置
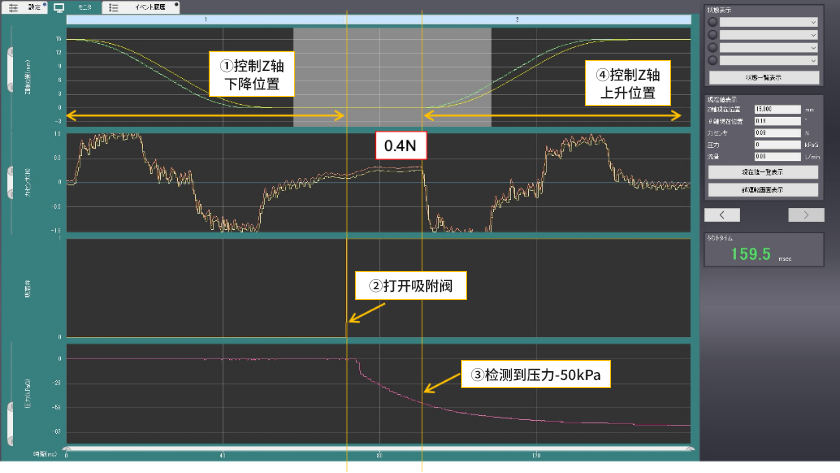
通过该波形可以确认拾取动作的节拍时间、Z轴的动作时间、从吸附阀打开到吸附判定的时间、下降端的力传感器数值(接触工件时的冲击力)等。
与后述的接触停止相比可以缩短节拍时间。比起工件损伤更重视节拍时间的客户建议使用位置控制。
- 此波形中力传感器检测到的载荷为0.4N,但实际上在未与工件接触的位置的载荷为0N,根据推压量也有可能为数N。
使用"接触停止"时的拾取动作波形
这次看一下使用PPR的"接触停止"功能时的拾取动作波形。
动作内容如下。
1.Z轴步骤1:高速下降至工件正上方接近处
2.Z轴步骤2:使用"接触停止"功能接触工件
3.Z轴步骤3:使用"推压力控制"功能推压工件
4.空气驱动步骤1:切换到"负压"打开吸附阀
5.压力传感器步骤1:判定压力已下降至目标阈值
6.Z轴步骤4:上升至待机位置
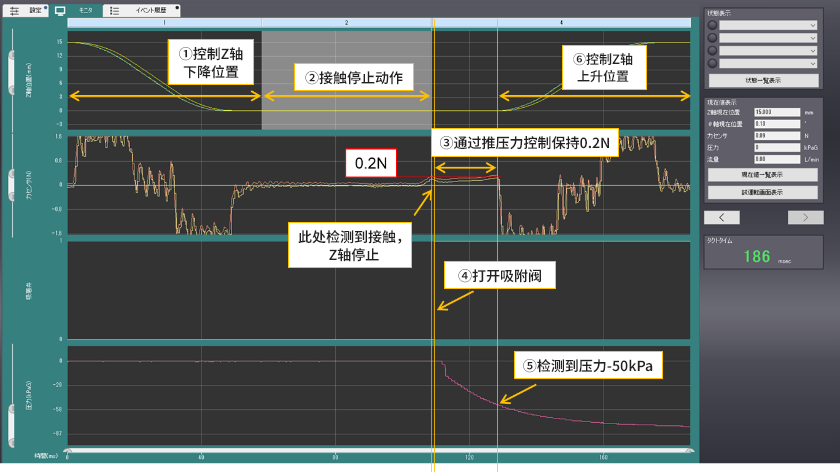
在该波形中,可以确认拾取动作的节拍时间、Z轴的动作时间、从吸附阀打开到吸附判定的时间、接触停止时的动作、通过推压力控制维持的力等。
与位置控制时的波形相比追加了接触停止和推压力控制的动作,能看到节拍时间虽然变慢,但对工件的冲击减轻到了0.2N。
通过确认波形可以实现的事情
通过确认这些波形数据能做什么。
通过比较两个波形,可以比较节拍时间和冲击力。
如果动作序列中途停止,由于可以获取NG时的波形,因此可以确认"动作序列进行到了什么程度"、"是否与工件接触了"、"压力是否下降了"等信息,以用于工序改善。
另外,在动作序列中可以得到"可以缩短哪个部分"的提示,以用于进一步缩短节拍时间。
本文从通过T-ACT进行波形分析可获知什么"这一视点进行了介绍。在实际使用时,或者在运用中如有"想确认T-ACT的使用方法"、"希望获得缩短节拍时间的提示"、"想分析警报时的波形并追究原因"这样的需求,请随时咨询。