精度の決定
精度規格
LMガイドの精度は、走り平行度、高さ・幅の寸法許容差、1軸に数個のLMブロックを使用する場合や、同一平面上に数軸取付ける場合に必要となる高さ・幅のペア相互差を各形番ごとに規定しています。
詳細は各形番の詳細情報「精度規格」 各形番の精度規格をご参照ください。
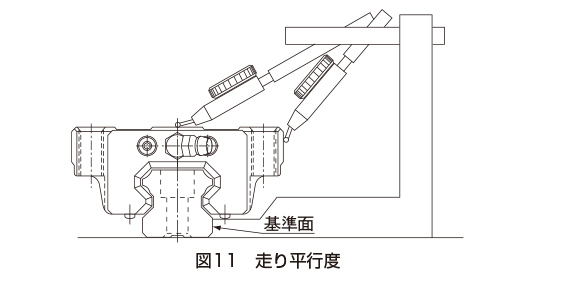
走り平行度
LMレールを基準ベース面にボルトで締付けた状態で、LMブロックをLMレールの全長にわたり走行させたときの、LMブロックとLMレール基準面部同士の平行度誤差。
高さMのペア相互差
同一平面上に組合わされる各々のLMブロックの、高さ(M)寸法の最小値と最大値の差。
幅W2のペア相互差
1本のLMレールに組合わされる各々のLMブロックとLMレール間の幅(W2)寸法の、最大値と最小値の差。
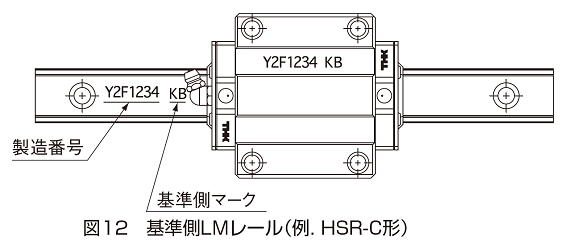
- 注) 同一平面上に2軸以上並列使用する場合、幅(W2)の寸法許容差、ペア相互差は基準側のみ適用されます。従動側にも幅(W2)の寸法許容差、ペア相互差の適用を希望される場合は、ご指示ください。基準側LMレールの番号末尾には、KBと印字されています。ただし、並級については印字されておりません。
- 精度測定値はLMブロック中心点または中心部の平均値を示します。
- アルミベースのような剛性のない箇所に取付けて使用する場合には、LMレールの曲がりが機械精度に影響しますので、あらかじめ真直度を規定する必要があります。
使用機種による精度等級の目安
使用機種に合わせたLMガイドの精度等級の選定目安を 表13 に示します。
表13 使用機種別精度等級目安
| 機種名 | 精度等級 | |||||
|---|---|---|---|---|---|---|
| 並 | H | P | SP | UP | ||
| 工作機械 | マシニングセンタ | ● | ● | |||
| 旋盤 | ● | ● | ||||
| フライス盤 | ● | ● | ||||
| 中ぐり盤 | ● | ● | ||||
| ジグボーラ | ● | ● | ||||
| 研削盤 | ● | ● | ||||
| 放電加工機 | ● | ● | ● | |||
| パンチングプレス | ● | ● | ||||
| レーザ加工機 | ● | ● | ● | |||
| 木工機 | ● | ● | ● | |||
| NCボール盤 | ● | ● | ||||
| タッピングセンタ | ● | ● | ||||
| パレットチェンジャ | ● | |||||
| ATC | ● | |||||
| ワイヤカット | ● | ● | ||||
| ドレッサ装置 | ● | ● | ||||
| 産業用 ロボット |
直交座標型 | ● | ● | ● | ||
| 円筒座標型 | ● | ● | ||||
| 半導体製造装置 | ワイヤボンダ | ● | ● | |||
| プローバ | ● | ● | ||||
| 電子部品挿入機 | ● | ● | ||||
| プリント基板穴明機 | ● | ● | ● | |||
| その他の機器 | 射出成形機 | ● | ● | |||
| 三次元測定機 | ● | ● | ||||
| 事務機器 | ● | ● | ||||
| 搬送装置 | ● | ● | ||||
| XYテーブル | ● | ● | ● | |||
| 塗装機 | ● | ● | ||||
| 溶接機 | ● | ● | ||||
| 医療機 | ● | ● | ||||
| デジタイザ | ● | ● | ● | |||
| 検査装置 | ● | ● | ● | |||
- 並 :並級
- SP :超精密級
- H :上級
- UP :超超精密級
- P :精密級