位置決め精度の検討
位置決め精度の誤差要因
位置決め精度の誤差要因はリード精度、軸方向すきま、送りねじ系の軸方向剛性等があります。その他にも重要な要因として発熱による熱変位、案内系による走行中の姿勢変化等があります。
リード精度の検討
要求される位置決め精度に見合ったボールねじの精度等級を、ボールねじの精度(リード精度 表1)から選定する必要があります。下記 表20に用途別精度等級の選定例を示します。
軸方向すきまの検討
軸方向すきまは、一方向へ送る場合の位置決め精度の要因にはなりませんが、送り方向が反転する場合や軸方向荷重が反転する場合にバックラッシとなります。要求されるバックラッシに見合ったボールねじの軸方向すきまを軸方向すきま 表10、表12から選定してください。
| 用途 | 軸 | 精度等級 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C0 | C1 | C2 | C3 | C5 | C7 | C8 | C10 | |||
| NC工作機械 | 旋盤 | X | ● | ● | ● | ● | ||||
| Z | ● | ● | ||||||||
| マシニングセンタ | XY | ● | ● | ● | ||||||
| Z | ● | ● | ● | |||||||
| ボール盤 | XY | ● | ● | |||||||
| Z | ● | ● | ||||||||
| ジグボーラ | XY | ● | ● | |||||||
| Z | ● | ● | ||||||||
| 平面研削盤 | X | ● | ● | |||||||
| Y | ● | ● | ● | ● | ||||||
| Z | ● | ● | ● | ● | ||||||
| 円筒研削盤 | X | ● | ● | ● | ||||||
| Z | ● | ● | ● | |||||||
| 放電加工機 | XY | ● | ● | ● | ||||||
| Z | ● | ● | ● | ● | ||||||
| 放電加工機 ワイヤカット |
XY | ● | ● | ● | ||||||
| Z | ● | ● | ● | ● | ||||||
| UV | ● | ● | ● | |||||||
| パンチングプレス | XY | ● | ● | ● | ||||||
| レーザ加工機 | X | ● | ● | ● | ||||||
| Z | ● | ● | ● | |||||||
| 木工機 | ● | ● | ● | ● | ||||||
| 汎用機・専用機 | ● | ● | ● | ● | ● | |||||
| 産業用ロボット | 直交座標型 | 組立 | ● | ● | ● | ● | ||||
| 他 | ● | ● | ● | ● | ||||||
| 垂直多関節型 | 組立 | ● | ● | ● | ||||||
| 他 | ● | ● | ||||||||
| 円筒座標型 | ● | ● | ● | |||||||
| 半導体関連装置 | 露光装置 | ● | ● | |||||||
| 化学処理装置 | ● | ● | ● | ● | ● | ● | ||||
| ワイヤボンダ | ● | ● | ||||||||
| プローバ | ● | ● | ● | ● | ||||||
| プリント基板穴明機 | ● | ● | ● | ● | ● | |||||
| 電子部品挿入機 | ● | ● | ● | ● | ||||||
| 三次元測定機 | ● | ● | ● | |||||||
| 画像処理装置 | ● | ● | ● | |||||||
| 射出成形機 | ● | ● | ● | |||||||
| 事務機器 | ● | ● | ● | ● | ||||||
送りねじ系の軸方向剛性検討
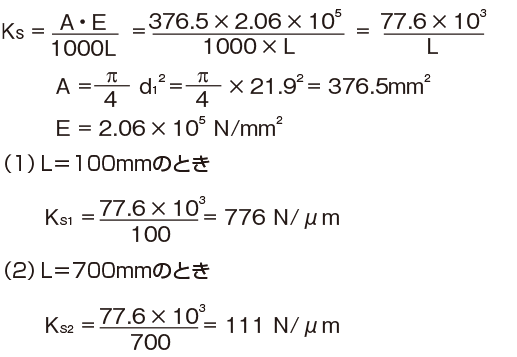
送りねじ系の軸方向剛性のうち、ねじ軸の軸方向剛性はストローク位置により変化します。軸方向荷重が大きい場合は、このねじ軸の軸方向剛性の変化が位置決め精度に影響を及ぼしますので、送りねじ系の剛性(剛性検討)を検討する必要があります。
例)垂直搬送時の送りねじ系の軸方向剛性による位置決め誤差
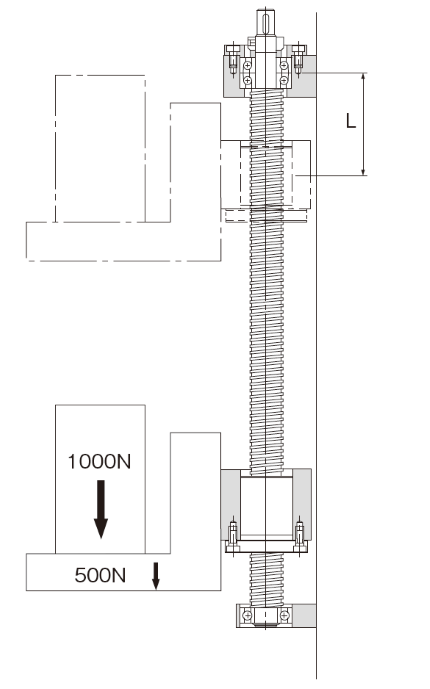
[使用条件]
搬送重量1000 N、テーブル重量500 N
使用ボールねじBNF2512‒2.5(ねじ軸谷径d1=21.9 mm)
ストローク長さ600 mm(L=100 mm~700 mm)
ねじ軸の取付方法:固定―支持
検討方法
L=100mmと700mmの位置における軸方向剛性の差は、ねじ軸の軸方向剛性だけとなります。
よって送りねじ系の軸方向剛性による位置決め誤差は、L=100mmと700mmにおけるねじ軸による軸方向変位量の差となります。
ねじ軸の軸方向剛性(剛性検討)
ねじ軸の軸方向剛性による軸方向変位量
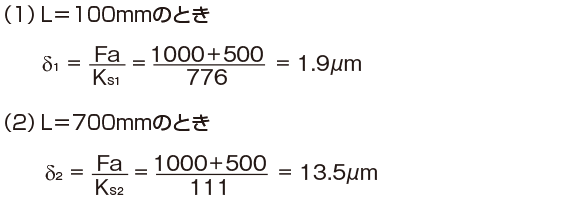
送りねじ系の軸方向剛性による位置決め誤差

以上より送りねじ系の軸方向剛性による位置決め誤差は、11.6μmとなります。
発熱による熱変位の検討
ねじ軸の温度が運転中に上昇するとねじ軸が熱により伸び、位置決め精度を低下させます。熱によるねじ軸の伸縮は(43)式により求められます。

| Δℓ | ねじ軸の軸方向伸縮量 (mm) |
|---|---|
| ρ | 熱膨張係数 (12×10-6/℃) |
| Δt | ねじ軸の温度変化 (℃) |
| ℓ | ねじ部有効長さ (mm) |
よって、ねじ軸の温度が1℃上昇すると、ねじ軸は1mあたり12μm伸びます。ボールねじの使用条件が高速になると発熱量も増大し、温度上昇により位置決め精度が低下するため、高精度が必要な場合は温度上昇対策を行う必要があります。
温度上昇対策
発熱をできるだけ低くする
- ボールねじ、支持軸受の予圧をできるだけ小さくする。
- ボールねじのリードを大きくし回転数を下げる。
- 適切な潤滑剤を選定する。(潤滑関連製品 潤滑関連製品「潤滑について」参照)
- ねじ軸外周面を潤滑油や空気等で冷却する。
発熱による温度上昇の影響を避ける
- ボールねじの基準移動量の目標値をマイナスにしておく。
一般的には、発熱による温度上昇を2℃~5℃考慮し、基準移動量の目標値をマイナス側に設定しておきます。
(1mあたり-0.02~-0.06 mm) - ねじ軸にプリテンション(予張力)を与える。(構造:ボールねじ軸の取付方法 図10参照)
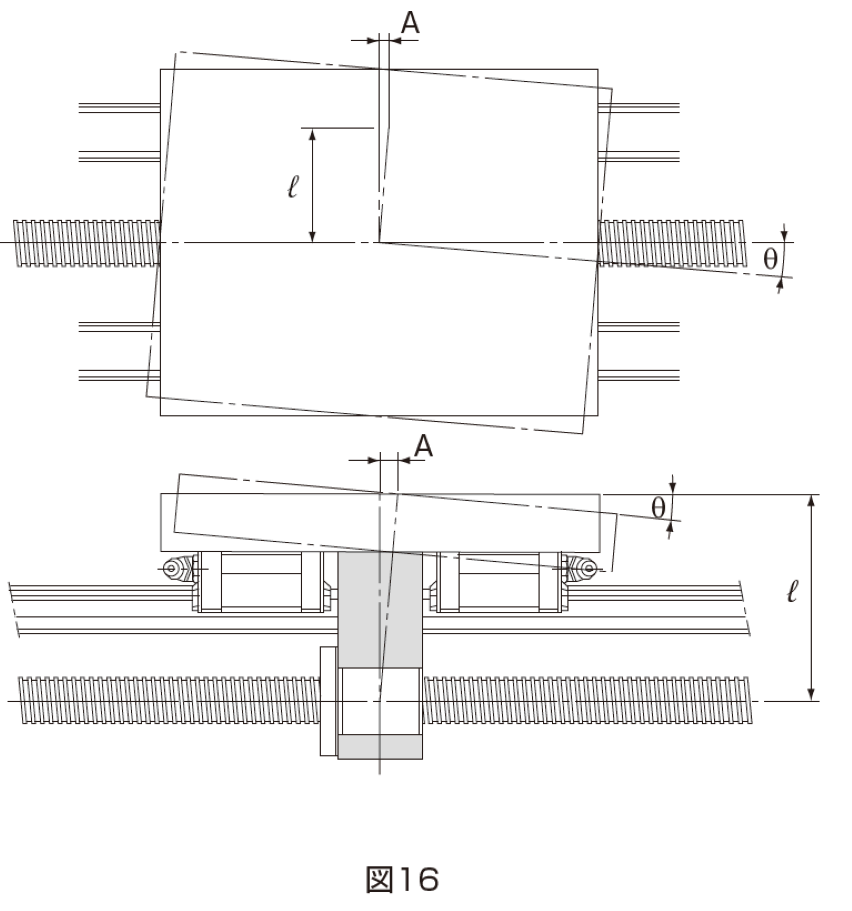
走行中の姿勢変化の検討
ボールねじのリード精度は、ボールねじの軸中心における位置決め精度です。通常、位置決め精度の必要な位置は、ボールねじ中心と高さ方向や幅方向に異なるため、走行中の姿勢変化が位置決め精度に影響します。
位置決め精度に最も影響を及ぼす走行中の姿勢変化は、ボールねじ中心と高さ方向に異なる場合はピッチングで、幅方向に異なる場合はヨーイングです。
よって、ボールねじ中心から精度必要位置までの距離により、走行中の姿勢変化(ピッチング、ヨーイング等の精度)の検討をする必要があります。
ピッチング、ヨーイングによる位置決め誤差は(44)式より求められます。